In architecture, structural engineering, or building, a purlin (or historically purline, purloyne, purling, perling) is a horizontal beam or bar used for structural support in buildings, most commonly in a roof. Purlins are supported either by rafters or the walls of the building. They are most frequently used in metal buildings, though they sometimes replace closely spaced rafters in wood-frame structures.
The purlins of a roof support the weight of the roof deck. The roof deck is the wood panel, plyboard, or metal sheeting that creates the roof’s surface. When made of wood, it is usually covered with weatherproofing and sometimes an insulation material.
Several kinds of purlins exist. There are several categories based on the material from which they are made and their shape. Different types of purlin have various utilities, including structural support of walls or floors. Purlin is important because, without it, there’s no frame for the sheeting on the roof to rest on, making purlins critical to the roof’s structure.
Purlin Material
Wood Purlin
Wood Purlin is suitable for use with fiber cement sheeting. The wood purlin and sheeting combine well to ensure that the room below is breathable and can safely store whatever you need to be kept safe in the room, from livestock to grain or other organic materials.
However, being made from wood, purlins can rot. Besides, the main problem with wood is it being dry when it goes up. Therefore, it is best dried before installation. Moreover, the moisture can add significantly to the weight leading to sag.

Steel Purlin
Steel Purlin is a good alternative for wood purlin. It’s lightweight, dimensionally stable, accurate, and straight. Therefore, it expands and contracts reasonably in extreme temperature changes.
Cold-formed steel is the most common material for steel purlin because it is thin enough to put screws through. Cold-formed steel is made by rolling or pressing thin sheets of steel into the desired shape. It is less expensive for the manufacturer than hot-rolled steel and is also easier to work with. Though cold-formed steel is stronger than hot-formed steel, it is more likely to break under pressure than bend.
Purlins are manufactured from hot-dipped galvanized steel with a coating with other standard lightweight steel structural building products. This coating gives good protection in most exposed internal environments. Runoff from, or contact with, materials that are incompatible with zinc should be avoided.
To protect the purlin, they also apply a layer of paint outside them. Zinc and paint combined (synergistic effect) produce corrosion protection approximately 2X the sum of the corrosion protection that each alone would provide.

In the next section, we will present a detailed introduction and comparison of purlins. Understanding that purlins have a growing importance in construction works, Chinh Dai Steel has been perfecting our technology to supply c channel purlin and z purlin of the highest quality.
Purlin and Girt
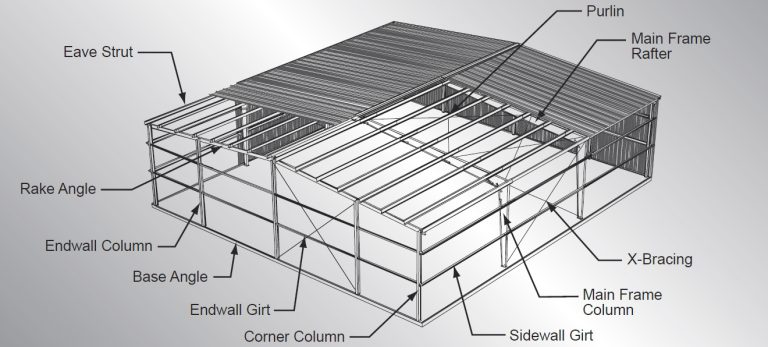
Secondary framing is an essential component of many pre-engineered metal buildings. Also referred to as “secondary structurals,” this type of framing runs in-between primary framing elements, creating a structure-within-a-structure, much like cross-beams in a wooden building.
Secondary framing aims to distribute loads from the building’s surfaces to the primary framing and the foundation. This component can add longitudinal support that helps resist wind and earthquakes. And it can provide lateral bracing for compression flanges that are part of the primary framing, increasing overall frame capacity.
Secondary framing components are known as girts and purlins, and they work like this:
Girts provide additional support for walls: They work in conjunction with columns and wall panels to support vertical load, improving strength and stability. They also help attach and support wall cladding.
Purlins provide additional support for the roof: They create a horizontal “diaphragm” that supports the weight of your building’s roof deck – whatever material you use for the top itself. They also help make your entire roof structure more rigid. Because they add mid-span support, purlins allow longer spans, enabling you to create a wider building.
Eave struts are another kind of secondary framing. Also called eave girts or eave purlins, these are essentially a combination of the two. They’re used where sidewalls intersect with the roof, using a top flange that helps support the roof and a “web” that helps support the walls.
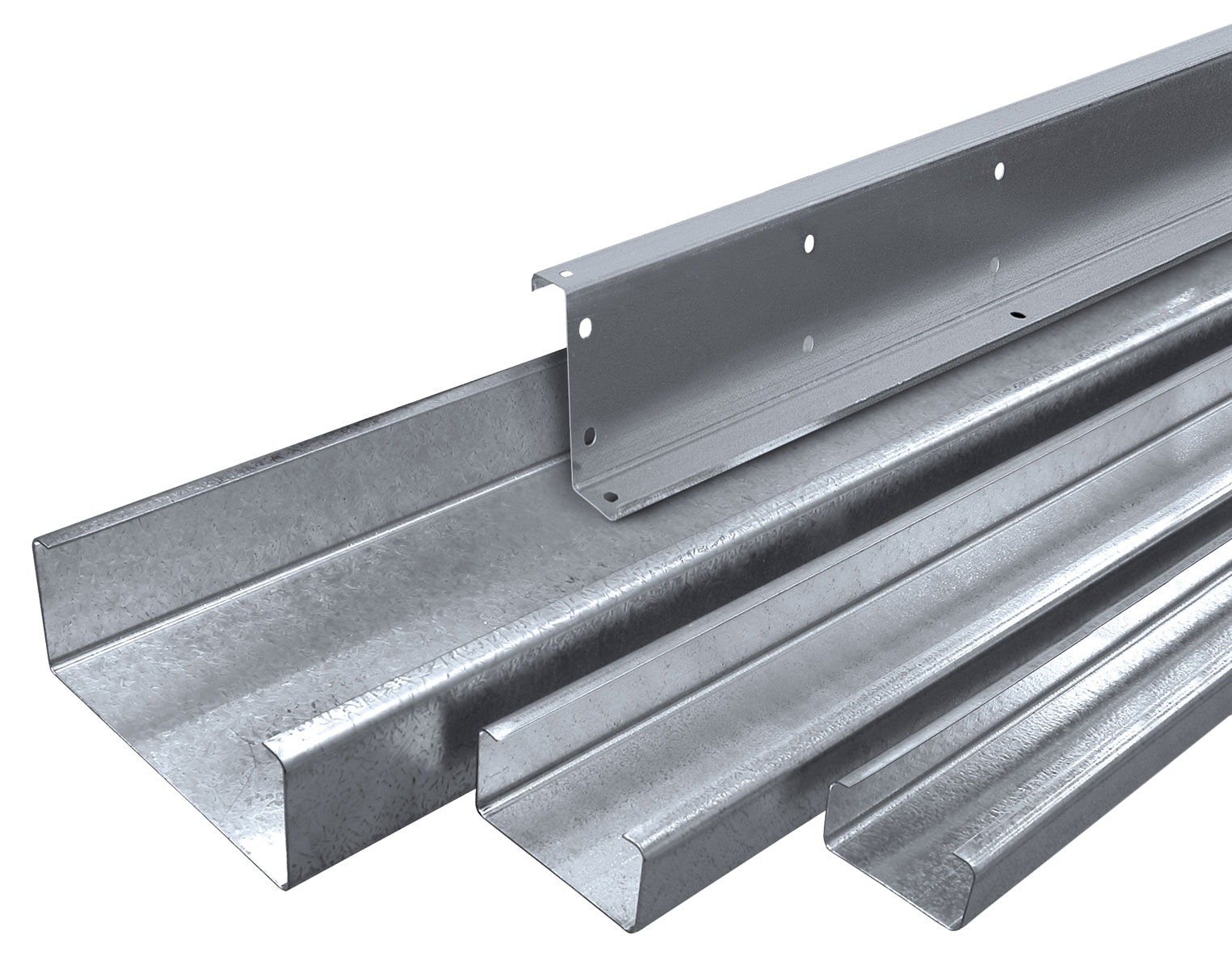
CEE and ZED Configurations.
Secondary framing comes in two configurations, CEE and ZED. They’re shaped on a bending press to create a web with two flanges. They come in various sizes; for instance, purlins can run over 30 feet in length.
Material for making Girts, purlins, and eave struts is almost always cold-formed steel. It’s more affordable and easier to work with. Still, it also presents some structural stability issues that you should consider for your metal building framing options and overall design. In particular, local or distortional buckling or lateral displacement can occur, in which portions of the compression flange, web, or connectors can buckle or shift from their initial position.
Problems can occur under extreme stress or even under relatively low stress if conditions are just right. However, you shouldn’t consider these engineering issues detractors if you’re considering a metal building. Additional stability or support can come from girts, purlins, and eave struts, and additional stiffeners.
Exactly how many and what size secondary framing elements your building may require will depend on your building’s dimensions, primary framing system, and how you plan to use the facility, as well as other factors. Your metal building company can explain the nuances in detail and guide you toward the right decision.
Purlin Roof
Roof purlin needs no introduction to anyone in the construction industry. In their design life, purlins are subject to dead load (e.g., self-weight of sheeting materials and accessories), live load (e.g., during maintenance services and repairs), and environmental loads (e.g., wind and snow load). Therefore, a purlin should be adequately strong to withstand the loads it will encounter during its design life and should not sag in an obvious manner, thereby giving the roof sheeting an undulating and/or unpleasant appearance. This post will be focusing on the design of steel purlin using cold-formed sections.
Purlin Span
The span is the distance between centers of the cleat bolts at each end of the purlin. Each span type represents a complete purlin run system and recognizes that using separate component parts (e.g., internal span, end span) is not a valid procedure.
Single Purlin Span
A single purlin span is a span that is simply supported by bolting the purlin’s web to a cleat or other rigid structure. Under these conditions, bridging does not influence inward capacities, but outward capabilities vary depending on the number of rows of bridging.
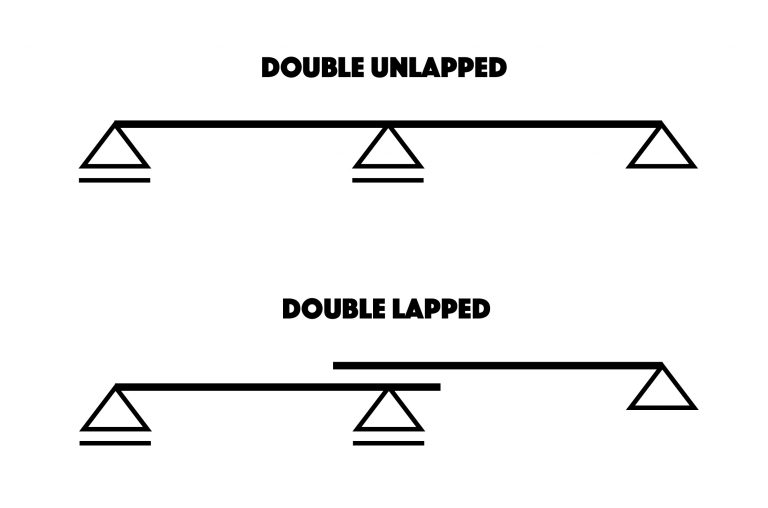
Double Purlin Span
Double purlin spans are simply supported at each end and in the center. They may comprise only one purlin over the entire length or two purlins lapped together over the central support to provide continuity. Both inward and outward capacities are influenced by bridging double spans.
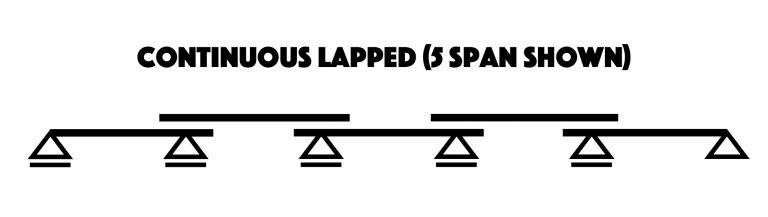
Continuous Purlin Span
Continuous purlin spans are simply at each end and a series of equally spaced intermediate supports. These tables are for spans: purlins are lapped over each other for support, where the lap length is 15% of the span—tables given for 5 or more spans. For outwards loads on equal continuous spans, the bridging shown is required in the end spans. You can use one less row of bridging for internal spans. If inwards capacity, the recommended minimum bridging and practical spacing requirements allow. For inwards loads, the required bridging in the table applies to all spans.
Purlin Accessories
Purlin Laps
We generally recommend a lap length of 15% of the span. Where span lengths are unequal (e.g., reduced end spans), each purlin should have 7.5% of each adjacent span added rather than 7.5% of that purlin’s span.
Lap lengths of less than 10% (or 5% on any support side) may not provide complete structural continuity and may also suffer from local failures not considered by this method. You should further consider lap lengths beyond the scope of this manual.
Purlin Cleats
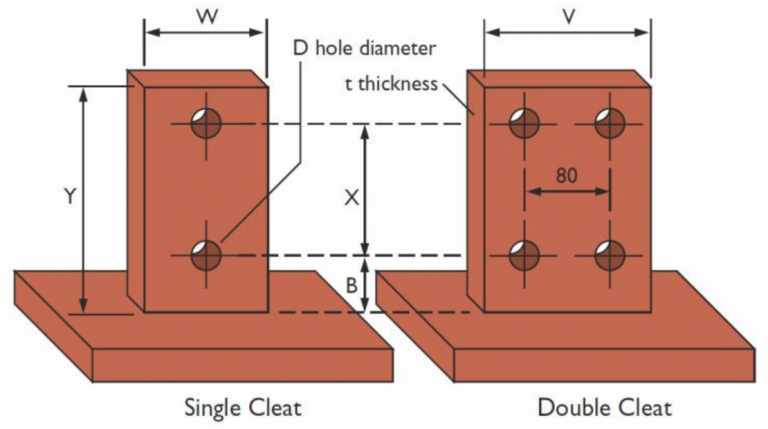
Single cleats are used in most situations, including lapped Z purlins. Double cleats are generally only used where successive purlins (usually unlapped) are butted together. Double cleats could also be used in applications with a high reaction load to reduce bolt stresses. In this situation, Bolt Stresses would need additional care in hole detailing.
Purlin Design
Purlin Spacing
By default, purlin sections assume the slope of the roof they are supporting. The spacing of purlins usually calls for the careful arrangement because it should follow the nodal pattern of the supporting trusses. In this regard, purlins should be placed at the nodes of trusses and not on the members themselves so as not to induce secondary bending and shear forces on the members of the truss.
Furthermore, if the manual analysis is employed to analyze a truss loaded in such a manner, it cannot capture these secondary stresses since we usually assume pinned connections. Cold-formed Z (Zed) and C (Cee) sections are generally specified for purlins in steel structures (see their form in the image below).
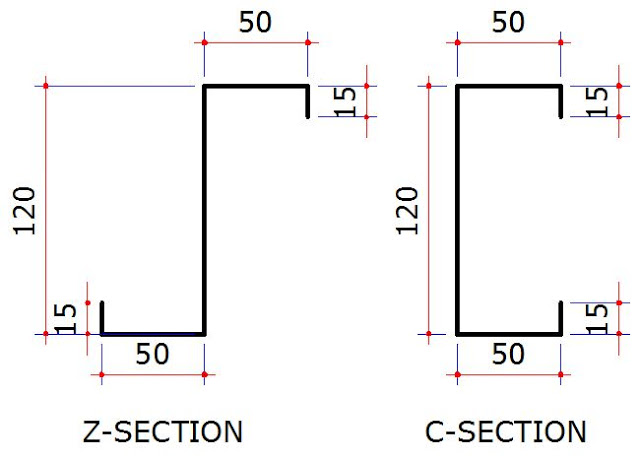
Compared with thicker hot-rolled shapes, they usually offer the advantages of lightness, high strength, and stiffness, easy fabrication and installations, easy packaging and transportation, etc. The connection of purlins can be sleeved or butted depending on the construction method adopted.
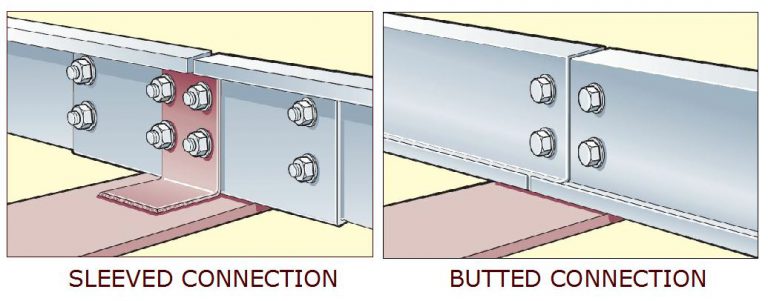
In terms of the arrangement, we can have single spans with staggered sleeved/butt arrangement, single/double-span with staggered sleeve arrangement, double-span butt joint system, and single-span butt joint system. The adopted arrangement will depend on the supply length of the sections as readily available in the market, the need to avoid wasteful offcuts, the loading, and span of the roof, the arrangement of the rafters, etc. Therefore, the roof designer must plan from start to finish.
However, single and double span butt joint systems are the most popular in Nigeria due to their simplicity and the culture of shorter roof spans. Though, they are less structurally efficient than sleeved connections.
Purlin Bridging
Bridging provides resistance to purlin rotation during the installation of roof and wall sheeting. For this reason, a maximum bridging (or bridging to cleat) spacing of 20 x purlin depth, but no greater than 4000, is recommended. Failure to do so can lead to misaligned fastenings, causing additional stress on the fasteners and roof sheeting. Excessive purlin rotation can be a safety hazard during construction.
The general rule is that you should use at least one row of bridging in each purlin span. Span/bridging configurations that exceed these recommendations are shown on the left or above the red line. However, in instances where sheeting is successfully installed outside of this recommendation, the published values are valid for structural purposes.
Purlin Installation
Purlins are installed horizontally under metal roofs: on top of the roof rafters with a felt underlayment or vapor barrier installed above.
Purlins are 2 by 4 feet and are installed much like metal roofing. They give added support to the roof and provide a nailing surface for the end panels and drip edges.
Purlin Laps
As shown below, purlin laps must be bolted in the top web hole and the lower flange holes at both ends of the lap. Bolting only in the web of lapped purlins does not provide full structural continuity. Excessive loads can put pressure on roofing screws that penetrate both purlins within a lapped region.
Purlin Flying Bracing
If the lower web hole in a lap is used for attaching fly bracing, ensure that you use an additional bolt.
Purlin Bridging
Design Station Bridging can be installed either up or down the roof slope but cannot be mixed within a bridging run. However, as the starting and finishing components will be different, the direction of fixing must be established at the design/procurement phase. Girt bridging must not exceed its compressive capacity if you’re to install more than one row; always complete the bridging for each girt before commencing on the next (i.e. do not complete one row of bridging before starting the next).
Welding
We do not recommend the welding or hot cutting of purlins, girts, or bridging. The heat produced in welding will affect the material properties of the high yield strength cold-formed steel used in purlins. In many instances, considerable stress concentrations are likely to arise, even with good quality welding. In addition, welding will locally remove the protective coating, leading to a potential reduction in durability.

Purlin Handling and Storage
Roof Purlins must be kept dry during storage as water present between closed stacked sections will cause premature corrosion. If they become wet, they should be separated and stacked openly to allow ventilation to dry the surface.
The installation of Purlins can be hazardous and will require an adequate safety plan to be in place before handling or installing these products. All rigging, scaffolding, and safety equipment must comply with the relevant codes, Australian standards, and statutory requirements. We highly recommend that you follow good trade practices outlined in Australian Standards AS3828-1998 (Guidelines for the erection of building steelwork) and HB39 (Installation code for metal roof and wall cladding).
Typically, purlins are not designed to be walked on unless fully covered by correctly installed roofing materials or the correct grade of safety mesh. The manufacturing or delivery process may result in oil or grease adhering to these purlins, increasing the potential hazard. You mút carry out the handling of this product using a correctly supervised crane or appropriate lifting device.
Safety harnesses must always be used during the installation of purlins when working off the ground. Under no circumstances must any bodyweight be placed on bridging or on purlins or girts that have not been fully bolted into position with the correct bridging installed. Bolts must be the right size and grade, all progressively fully tightened during installation. Laps must be bolted in the outer web hole (closest to the sheeting) and the inner flange holes provided.
Purlin Supplier
Last but not least, you have to choose the best supplier for you to order purlin. A reputable supplier with a solid customer base can ensure the purlin’s quality to a certain extent. Other than reputation, some elements make the best purlin supplier.
Production Capacity
The production capacity of the manufacturer decides how long it takes you to receive the purlin. The higher the production capacity is, the shorter time you have to wait. It depends on the factory size and technology they applied. In general, big manufacturers have a higher production capacity.
When it comes to steel purlin, it’s essential to find a manufacturer with a production capacity of around 500MTS per day.
Production Process
We recommend that production should be closed from raw material to final product. If so, the manufacturer can completely manage the quality of the purlin. If they are not steelmakers and need other steel suppliers, they cannot determine the exact material and production processes. What will happen if your purlin is rusty after 3 months of usage and when you contact your supplier, they blame it for the steelmaker. Moreover, it results in higher prices because the products’ prices include more transportation costs and benefits.
Technology
Each production stage should use different and modern production techniques. Modern machinery and advanced technology applied will save energy and reduce production costs. There are global standards for the quality management system and product quality such as ISO, Standards Australia, ASTM, JIS G, … Make sure you ask the supplier about their quality certification before ordering anything.
Consultancy
Professional consultancy is essential when you merely know about purlin and steel. They will help you decide the purlin sizes and span according to your place’s weather condition. They had better provide free consultancy, and it is convenient with 24/7 service.

Professional Staffs
If you are looking for a foreign supplier, they are needed to be familiar with exporting activities. You had better work with a knowledgeable and dynamic staff, pushing the process to go much faster.
After-sales service
After buying purlin, you still need assistance in setting and maintenance. You will be in trouble if your supplier disappears right after-sales because there will be no one to guarantee the quality of the products and take responsibility when they are faulty.
Chinh Dai Steel’s Purlin
Chinh Dai Steel is a professional supplier which specializes in producing purlin. Our products are popular in many international markets such as Australia, India, Myanmar, Indonesia, Laos. We have collaborated with many reputable partners: Samsung, Toyota, Thyssenkrupp, Mitsubishi, etc.
Quality
Quality management system: ISO 9001:2008 International Standard.
Product quality: JIS G standard, ASTM International Standard, AS/NZS International Standard.
Technology: seven technology steps, modern machinery, and advanced technology are applied to save energy and reduce production costs.
Production process: closed from raw material to final product. Each production stage uses a separate and modern production line.
Production capacity: 500MTS per day.

Durability
Product lifetime: more than 20 years.
Surface Treatment: chromate layer. The products are guaranteed to have a beautiful shine and gorgeous patterns. The zinc and chromate layer is thick and resistant to corrosion. It also helps to protect the inner layer for a more extended period.
Service
Payment: Letter of Credit, T/T.
Packing: Steel pallet for Purlin
Delivery time: 30 – 60 days after receiving the deposit (depends on distance).
Communication: 24/7 hotline, 24/7 email, fax, website. We will reply to your inquiry within 24 hours.
Consultancy: free 24/7 consultancy. We will protect your private information.
Read more about Chinh Dai’s Exporting Channel.